In the last article, we discuss what’s the steam trap, as we know, the steam trap is a type of self-contained valve which automatically drains the condensate from a steam containing enclosure while remaining tight to live steam, or if necessary, allowing steam to flow at a controlled or adjusted rate. Steam trap has the ability to “identify” steam, condensate and non-condensable gas to prevent steam and drains the water, which depending on the density difference, temperature difference and phase change, it can be divided into a mechanical steam trap, thermostatic steam trap and thermal dynamic steam trap.
The mechanical steam trap uses the change of condensate level to make the float ball rise (fall) to drive the disc to open (close) to prevent steam and discharge water due to the density difference between condensate and steam. The small undercooling degree makes the mechanical steam trap not affected by the working pressure and temperature changes and makes the heating equipment to achieve the best heat transfer efficiency, no water vapor storage. The maximum backpressure ratio of the trap is 80%, which is the most ideal trap for production process heating equipment. Mechanical traps include free-floating ball trap, free half floating ball trap, lever floating ball trap, inverted bucket type trap, etc.
Free-floating steam trap
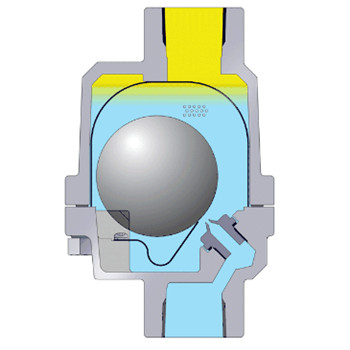
A free-floating steam trap is that the floating ball rises or falls according to the water condensation with the water level due to the principle of buoyancy, it automatically adjusts seat hole open degree of continuous discharge condensate, when water stops into the ball back to the closed position and then drainage. The drain valve seat hole is always below the condensation water form a water seal, water and gas separation without leakage of steam.
Thermostatic steam trap
This kind of steam trap is caused by the temperature difference between the steam and condensate water temperature element deformation or expansion to drive valve core open and close. The thermostatic steam trap has a large degree of undercooling, generally 15 to 40. It uses heat energy to make the valve always has high-temp condensate water and no steam leakage, has been widely used in steam pipeline, heat pipeline, heating equipment or small heating equipment with low-temperature requirements, is the most ideal type of steam trap. The type of thermo-static steam trap includes diaphragm steam trap, bellows steam trap, bimetal plate steam trap and etc.
Diaphragm steam trap
The main action element of the diaphragm trap is the metal diaphragm, of which is filled with vaporization temperature that is lower than the saturation temperature of water liquid, generally the valve temperature is lower than the saturation temperature of 15℃ or 30℃. Diaphragm trap is sensitive to response, resistance to freezing and overheating, small size and easy to install. Its backpressure rate is more than 80%, cannot condense gas, long service life and easy maintenance.
Thermal steam trap
According to the phase change principle, the thermal power steam trap by steam and condensate water through the flow rate and volume changes of different heat so that the valve plate produced different pressure difference, that drives the valve plate switch valve. It is powered by steam and loses a lot of steam. It‘s characterized by simple structure, good water-resistant. With a maximum back of 50%, noisy, valve plate work frequently and short service life. The type of thermal power steam trap includes the thermodynamic (disc) steam trap, pulse steam trap, hole plate steam trap and so on.
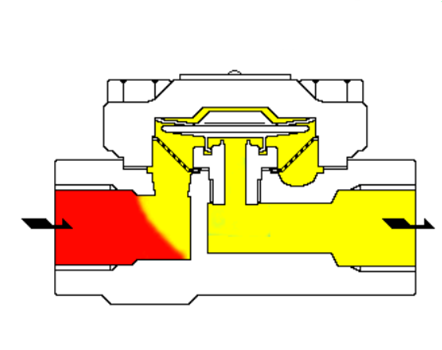
Thermodynamic (disc) steam trap
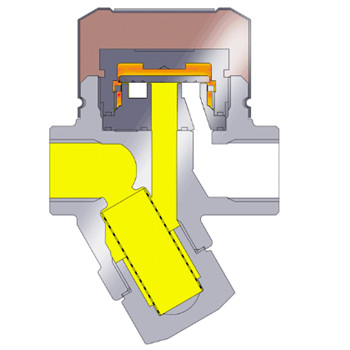
There is a movable disc in the steam trap which is both sensitive and actuating. According to the steam and condensate when the flow rate and volume of different thermodynamic principles, so that the valve plate up and down to produce different pressure differential drive valve plate switch valve. The steam leakage rate is 3%, and the undercooling degree is 8℃-15℃. When the device starts, the cooling condensate appears in the pipeline and pushes off the valve plate by the working pressure to discharge rapidly. When the condensate is discharged, the steam is then discharged, the volume and flow rate of the steam is larger than the condensates, so that the valve plate produces pressure difference to close quickly due to the suction of the steam flow rate. When the valve plate is closed by pressure on both sides, the stress area below it is less than the pressure in the steam trap chamber from the steam pressure above, the valve plate is closed tightly. When the steam in the steam trap chamber cools to condense, the pressure in the chamber disappears. Condensate by working pressure to push the valve plate, continue to discharge, circulation and intermittent drainage.

 Advantages:
Advantages: