The lining material for the lined valve
Lined valve, is a type of fluorine plastic lined corrosion-resistant valve, which lined fluorine resin (or by special processing) in steel or iron valve pressure bearing inner wall or the surface of inner parts bt the molding or injection process for strong corrosion medium. Simply put, the lining material needs to be filled in the valve body where the medium can reach. Fluorine lined valves can be used in all concentrations of sulfuric acid, hydrochloric acid, hydrofluoric acid, aqua regia and various organic acids, strong acids, strong oxidants, and other solid media, but is limited to temperature (for medium-range form -50℃to150℃). The valves that can be manufactured with lined plastic include lined butterfly valves, lined ball valves, lined globe valves, lined plug valves, lined gate valves, lined cock valves, etc. There are many fluorinated materials that can be used for lining valves. The most commonly used materials are FEP (F46) and PCTFE (F3). Today, we will introduce the characteristics and applications of these materials for you, if interested in, please read on!

| Materials | Working temperature | Working conditions | Features |
| PTFE(F4) | -180~200℃ | Strong acid, base, oxidant, etc | Excellent chemical stability and corrosion resistance, good electrical insulation, heat resistance, self-lubricity;
Corroded by molten alkali metal, low friction coefficient, but poor fluidity, large thermal expansion, need sintering molding instead injection molding. |
| PVC | 0~55℃ | Resistant to water, alkali, non – oxidizing acid, chain hydrocarbon, oil and ozone | High mechanical strength, excellent chemical stability and electrical conductivity, good aging resistance, easy fusion and bonding, low price. |
| FEP(F46) | -85~150℃ | Any organic solvents or reagents, dilute or concentrated inorganic acids, bases, ketones, aromatics, chlorinated hydrocarbons, etc.; | The mechanical and electrical properties and chemical stability are basically similar to F4, but with high dynamic strike toughness and excellent weather resistance and radiation. |
| PCTEF(F3) | -195~120℃ | Various organic solvents, inorganic corrosion fluids (oxidizing acids) | The heat resistance, electrical property and chemical stability are next to F4, and the mechanical strength, creep property and hardness are better than F4. |
| PVDF(F2) | -70~100℃ | Most chemicals and solvents | Good toughness, easy to form. Tensile strength and compression strength are better than F4 and can withstand bending, radiation, light and aging, etc |
| RPP | -14~80℃ | An aqueous solution of inorganic salts, dilute or a concentrated solution of an inorganic acid/base; | One of the lightest plastics. Its yield, tensile and compressive strength and hardness are better than those of low-pressure polyethylene.
Good heat resistance, easy to form, cheap price. It’s dynamic impact, fluidity and bending elastic modulus are improved after modification, . |
| PO | -58~80℃ | Various concentrations of acid, alkali salts and some organic solvents; | The most ideal anticorrosive material has been widely used in rotary forming large equipment and pipelining. |
More about the lined valve or want a quick inquiry, contact us now!

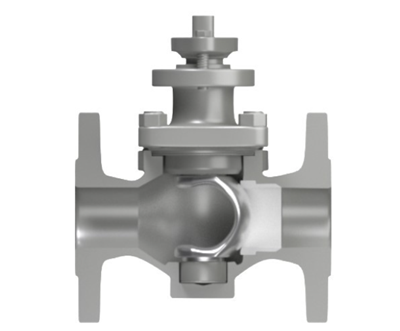 The design of the eccentric ensures no friction between the valve seat and semi-ball during opening or closing, extending the valve serving life. There is a certain eccentricity between the rotation of the eccentric axis and the center of the valve body, that is, the half-ball changes the axial displacement with the change of angular displacement when it is opened and closed so that they are in a linear proportional relationship, and its motion path is a semi-parabolic trajectory. The trajectory of the hemispheric body from the lowest point to the highest point automatically wedges the seat, and the seat also automatically generates a preload depending on the elastic modulus of the material to close tightly.
The design of the eccentric ensures no friction between the valve seat and semi-ball during opening or closing, extending the valve serving life. There is a certain eccentricity between the rotation of the eccentric axis and the center of the valve body, that is, the half-ball changes the axial displacement with the change of angular displacement when it is opened and closed so that they are in a linear proportional relationship, and its motion path is a semi-parabolic trajectory. The trajectory of the hemispheric body from the lowest point to the highest point automatically wedges the seat, and the seat also automatically generates a preload depending on the elastic modulus of the material to close tightly.

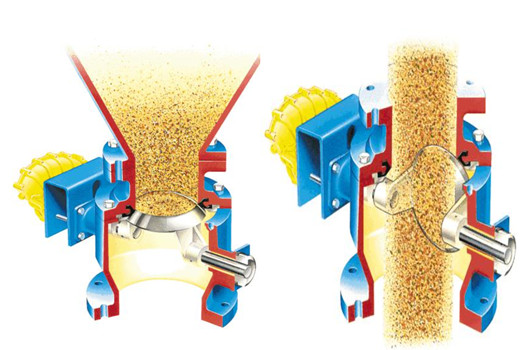

 The rubber sleeve is the core part of the pinch valve, which can be replaced regularly, saving cost, with excellent corrosion resistance, wear resistance and good bearing pressure. There are several sleeve materials can be selected according to the corrosiveness and abrasiveness of the flow media, and the operating temperature. The EPDM rubber pinch valve is designed for the higher temperature environment, which needs to be within the limit of the polymer. In addition, electric, pneumatic, manual or hydraulic actuator drives the sleeve to achieve opening, close and adjusting action.
The rubber sleeve is the core part of the pinch valve, which can be replaced regularly, saving cost, with excellent corrosion resistance, wear resistance and good bearing pressure. There are several sleeve materials can be selected according to the corrosiveness and abrasiveness of the flow media, and the operating temperature. The EPDM rubber pinch valve is designed for the higher temperature environment, which needs to be within the limit of the polymer. In addition, electric, pneumatic, manual or hydraulic actuator drives the sleeve to achieve opening, close and adjusting action. The features of pinch valve
The features of pinch valve