
Full port ball valve VS reduced port ball valve
As we all know that the ball valve can be divided into full port ball valve and reduced ball valves according to the flow passage form. A full port ball valve, commonly known as full bore ball valve has an over-sized ball so that the hole in the ball is the same size as the pipeline resulting without obvious limitations, is mainly used in switches and circuit applications. Reduced ball valves, also known as the standard port valve, are valves with the opening of the closing part to control flow, of which area is less than of the inner diameter of the pipeline.
There is no valve standards concept for full port ball valves and reduced ball valves. ASTM, GB only requires the ball valve to be tested for pressure drop while the Korean standard made provisions on their concept: valve ball diameter less than or equal to 85% of the ball valve port diameter is called reduced ball valve, ball valve diameter greater than 95% of the ball valve port diameter is called full diameter ball valve. Generally speaking, a full port ball valve is equal width channel, its size can not be less than the nominal size specified in the standard, such as DN50 full diameter ball valve channel diameter is about 50mm. The inlet of reduced diameter ball valve passage is larger than the diameter of the passage, and the actual diameter of the passage is probably smaller than this specification. For example, the diameter of the DN50 reduced diameter ball valve is about 38, roughly equivalent to DN40.

Medium:
The full port ball valve is mainly used for conveying viscous, easy slagging medium, regular cleaning convenient. The reduced port ball valve is mainly used for conveying gas or medium physical performance similar to water in the pipeline system, its weight about 30% lighter than the full port ball valve, and the flow resistance is only 1/7 of the same diameter of the globe valve.
Application:
The full port ball valve offers small flow resistance, especially suitable for demanding conditions. Fully welded full port ball valves are required for buried landowners in oil and gas pipelines. The reduced port ball valve is suitable for some low requirements, low convection resistance requirements and other conditions.
Pipeline circulation capacity:
Experimental tests have shown that when the valve inner diameter is greater than 80% of the pipe end inner diameter, it has little effect on the pipeline fluid flow capacity. On the one hand, the reduced diameter design reduces the flow capacity of the valve (Kv value), increases the pressure drop at both ends of the valve, and causes the loss of energy, which may not have a great impact on the pipeline but increases the erosion of the pipeline.
In general, reduced port ball valve has a smaller size, smaller installation space, about 30% than the full port of the ball valve weight, is conducive to reduce the pipe load and transportation costs, extends the service life of the valve, also cheaper. For full port ball valve, flow is unrestricted but the valve is larger and more expensive so this is only used where free flow is required, for example in pipelines which require pigging.

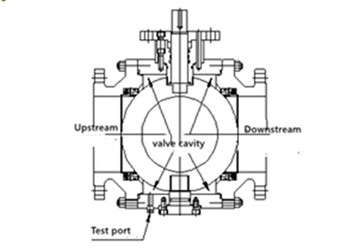 The valve is partially opened so that the experimental flow is fully injected into the valve chamber, and then the valve is closed so that the bleeding of the valve body is open and the excess medium is allowed to overflow from the valve chamber test junction. Pressure should be applied simultaneously from both ends of the valve to monitor seat tightness through overflow at the valve chamber test junction. The figure below shows a typical
The valve is partially opened so that the experimental flow is fully injected into the valve chamber, and then the valve is closed so that the bleeding of the valve body is open and the excess medium is allowed to overflow from the valve chamber test junction. Pressure should be applied simultaneously from both ends of the valve to monitor seat tightness through overflow at the valve chamber test junction. The figure below shows a typical 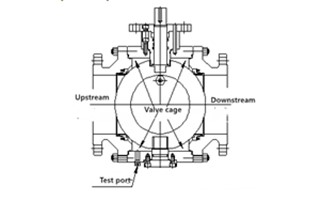 Each seat shall be tested in both directions and the installed cavity pressure relief valve shall be removed. The valve shall be half-opened so that the valve and valve chamber shall be injected with the test medium until the test liquid spills through the test port of the valve chamber. Close the valve to prevent leakage of the chamber in the direction of the test seat, the test pressure shall be applied successively to each end of the valve to test the leakage of each seat upstream separately, and then to test each seat as the downstream seat. Open both ends of the valve to fill the cavity with media and then pressurize while observing leakage of each seat at both ends of the valve.
Each seat shall be tested in both directions and the installed cavity pressure relief valve shall be removed. The valve shall be half-opened so that the valve and valve chamber shall be injected with the test medium until the test liquid spills through the test port of the valve chamber. Close the valve to prevent leakage of the chamber in the direction of the test seat, the test pressure shall be applied successively to each end of the valve to test the leakage of each seat upstream separately, and then to test each seat as the downstream seat. Open both ends of the valve to fill the cavity with media and then pressurize while observing leakage of each seat at both ends of the valve.