The selection of valve operation modes
Depending on the mode of operation, the valve can be divided into the manual valve and an actuator driven valve. Valve actuators are devices that operate and are connected to the valve, controlled by hand (handwheel/spring lever), electric (solenoid /motor), pneumatic (diaphragm, cylinder, blade, air engine, film and ratchet combination), hydraulic (hydraulic cylinder/hydraulic motor) and combination (electro &hydraulic, pneumatic &hydraulic).
Valve drive device can be divided into straight stroke and angle stroke according to the motion modes. The straight stroke drive device is multi-turn drive, mainly suitable for various types of gate valves, globe valves and throttle valves; The angular stroke drive device is a partial rotary drive device that only needs a 90° angle. mainly applicable to various types of ball valves and butterfly valves. The selection of valve actuators should be based on a full understanding of the type and performance of the valve actuators, depending on the type of valve, the operating specification of the device and the position of the valve on the line or device.
Valve with self-acting by fluid
The automatic valve is to rely on the energy of the medium itself to open and close the valve does not need external force drive such as safety valve, pressure reducing valve, steam trap, check valve, automatic regulating valve.
Handwheel or lever valve

Manual operated valves are the most widely used type of valve, that are manually driven valves with handwheels, handles, levers, and chain wheels. When the opening and closing torque of the valve is larger, this wheel or worm gear reducer can be set between the handwheel and the valve stem. Universal joint and driveshaft can also be used when remote operation is necessary.
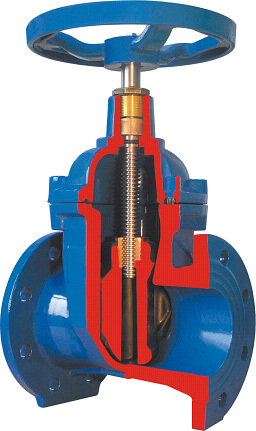
Manually operated valves are usually equipped with a handwheel attached to the valve’s stem or Yoke nut which is rotated clockwise or counterclockwise to close or open a valve. Globe and gate valves are opened and closed in this way.
Hand-operated, quarter-turn valves, such as Ball valve, Plug valve or Butterfly valve, which need a lever to actuate the valve. While there are applications where it is not possible or desirable to actuate the valve manually by handwheel or lever. In these situations may be the actuators are needed.
Valve drove by actuators

An actuator is a driving device that provides linear or rotational motion, utilizing a certain source of power and operating under a certain control signal. Basic actuators are used to fully open or close a valve. Actuators for controlling or regulating valves are given a positioning signal to move to any intermediate position. There many different types of actuators, the commonly used valve actuators are showed below:
- Gear Actuators
- Electric Motor Actuators
- Pneumatic Actuators
- Hydraulic Actuators
- Solenoid Actuators
Large valves must be operated against high hydrostatic pressure and they must be operated from a remote location. When the time for the opening, closing, throttle or manually controlling the valve is longer, than required by system-design standards. These valves are usually equipped with an actuator.
Generally speaking, selecting the actuators that depend on several factors like the valve type, operation intervals, torque, switch control, continuous control, external power availability, economy, maintenance and so on being these factors dependable on each situation.




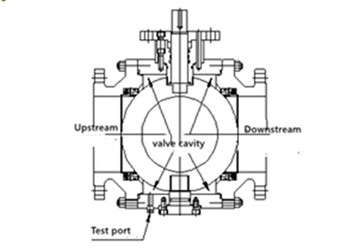 The valve is partially opened so that the experimental flow is fully injected into the valve chamber, and then the valve is closed so that the bleeding of the valve body is open and the excess medium is allowed to overflow from the valve chamber test junction. Pressure should be applied simultaneously from both ends of the valve to monitor seat tightness through overflow at the valve chamber test junction. The figure below shows a typical
The valve is partially opened so that the experimental flow is fully injected into the valve chamber, and then the valve is closed so that the bleeding of the valve body is open and the excess medium is allowed to overflow from the valve chamber test junction. Pressure should be applied simultaneously from both ends of the valve to monitor seat tightness through overflow at the valve chamber test junction. The figure below shows a typical 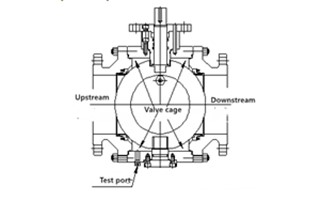 Each seat shall be tested in both directions and the installed cavity pressure relief valve shall be removed. The valve shall be half-opened so that the valve and valve chamber shall be injected with the test medium until the test liquid spills through the test port of the valve chamber. Close the valve to prevent leakage of the chamber in the direction of the test seat, the test pressure shall be applied successively to each end of the valve to test the leakage of each seat upstream separately, and then to test each seat as the downstream seat. Open both ends of the valve to fill the cavity with media and then pressurize while observing leakage of each seat at both ends of the valve.
Each seat shall be tested in both directions and the installed cavity pressure relief valve shall be removed. The valve shall be half-opened so that the valve and valve chamber shall be injected with the test medium until the test liquid spills through the test port of the valve chamber. Close the valve to prevent leakage of the chamber in the direction of the test seat, the test pressure shall be applied successively to each end of the valve to test the leakage of each seat upstream separately, and then to test each seat as the downstream seat. Open both ends of the valve to fill the cavity with media and then pressurize while observing leakage of each seat at both ends of the valve.