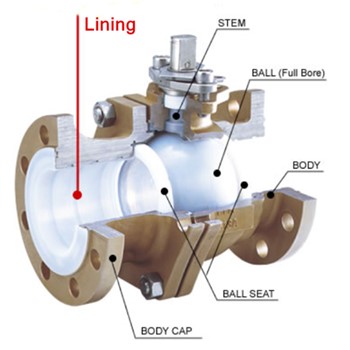
What is a valve body?
The valve is a type of device used to control, change or stop the moving components of flow direction, pressure and discharge in the pipeline system. The valve body is a main part of valve. It is made by different manufacturing processes according to pressure class, such as casting, forging, etc. Valve body with low-pressure is usually cast while valve body with medium and high pressure is manufactured by the forging process.
The Materials for Valve Body
The commonly used materials of valve body are: cast iron, forged steel, carbon steel, stainless steel, Nickel-based alloy, copper, titanium, plastic, etc
Carbon steel
In the oil and gas industry, the most commonly used material for valve body is ASTM A216(for casting) and ASTM A105(forging). For low-temperature service, ASTM A352 LCB/LCB for cast and ASTM A350 LF2/LF3 for forged bodies are used.
Stainless steel
When there are more requirements for the temperature, pressure or corrosion increase, stainless steel bodies become necessary: ASTM A351 CF8 (SS304) and CF8M (SS316) for cast devices, and the various ASTM A182 F304, F316, F321, F347 for forged types. For specific applications, special material grades are used such as duplex and super steels (F51, F53, F55) and nickel alloys (Monel, Inconel, Incoloy, Hastelloy) for valve bodies.
Non-ferrous
For more severer applications, non-ferrous materials or alloys like, Aluminum, Copper, Titanium alloys and other plastic, ceramic material combining alloys can be used for body manufacturing.
The End Connections of Valve Body
Valve body can be connected to other mechanical devices and pipes in different ways. The main end types are flanged and buttweld (for devices above 2 inches) and socket weld or threaded/screwed (NPT or BSP) for small diameter devices.
Flanged End Valve
Flanged ends are the most frequently used form of connection between valves and piping or equipment. It is a detachable connection with flange, gasket, stud bolts and nuts as a group of sealing structure.
Indicated by the ASME B16.5 specification, flange connection can be applied to a variety of larger diameter valves, and nominal pressure valves, but there are certain restrictions on the use temperature, in high-temperature conditions, due to the flange connection bolts easy to creep phenomenon and cause leakage, generally speaking, flange connection is recommended to use at a temperature ≤350℃.
The flange face may be raised (RF), flat (FF), ring joint, tongue and groove and male & female and be finished in any of the available variants (stock, serrated or smooth).
Welding Ends Valve
Welding connection between valve and pipeline can be butt welding connection (BW) and socket welding connection (SW) used for high-pressure pipelines (socket weld for smaller sizes, below 2 inches, and buttweld for larger diameters). These welded connections are more expensive to execute than flanged joints, as they require more work, but are more reliable and less prone to leakages in the long run.
Valves with socket weld ASME B16.11 or buttweld ends ASME B16.25 are welded with the connecting pipe. Buttweld connections require full welding of the beveled ends of the two parts to be joined, whereas socket weld connections are made by fillet welds.
Threaded End Valve
This is a simple connection and often used for low-pressure or small valves below 2 inches. The valve is connected to the pipe by a tapered thread ends, which may be BSP or NPT. Threaded connections are cheaper and easier installation, as the pipe is simply screwed onto the valve, stud bolts or welding operations without the need for flanges.







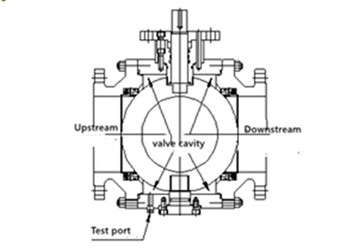 The valve is partially opened so that the experimental flow is fully injected into the valve chamber, and then the valve is closed so that the bleeding of the valve body is open and the excess medium is allowed to overflow from the valve chamber test junction. Pressure should be applied simultaneously from both ends of the valve to monitor seat tightness through overflow at the valve chamber test junction. The figure below shows a typical
The valve is partially opened so that the experimental flow is fully injected into the valve chamber, and then the valve is closed so that the bleeding of the valve body is open and the excess medium is allowed to overflow from the valve chamber test junction. Pressure should be applied simultaneously from both ends of the valve to monitor seat tightness through overflow at the valve chamber test junction. The figure below shows a typical 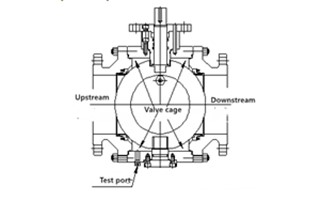 Each seat shall be tested in both directions and the installed cavity pressure relief valve shall be removed. The valve shall be half-opened so that the valve and valve chamber shall be injected with the test medium until the test liquid spills through the test port of the valve chamber. Close the valve to prevent leakage of the chamber in the direction of the test seat, the test pressure shall be applied successively to each end of the valve to test the leakage of each seat upstream separately, and then to test each seat as the downstream seat. Open both ends of the valve to fill the cavity with media and then pressurize while observing leakage of each seat at both ends of the valve.
Each seat shall be tested in both directions and the installed cavity pressure relief valve shall be removed. The valve shall be half-opened so that the valve and valve chamber shall be injected with the test medium until the test liquid spills through the test port of the valve chamber. Close the valve to prevent leakage of the chamber in the direction of the test seat, the test pressure shall be applied successively to each end of the valve to test the leakage of each seat upstream separately, and then to test each seat as the downstream seat. Open both ends of the valve to fill the cavity with media and then pressurize while observing leakage of each seat at both ends of the valve.