What is bellow sealed valves?
The bellows valve’s stem is double sealed by the bellows and the packing, often used where it needs the strict sealing performance of valve stem. Metal bellows can produce the corresponding displacement under the action of pressure, transverse force or bending moment, and has the advantages of pressure resistance, corrosion resistance, temperature stability and long service life. Bellows can improve the sealing performance of the valve stem and protect it from the corrosion of medium, suitable for heat transfer media of polyester industry, ultra-vacuum and nuclear industry.
Toxic, volatile, radioactive media or expensive liquids that do not permit external leakage by reciprocating stem are often bellows sealed bonnet. This special bonnet design protects the stem and packing from contact with fluid while fitting the bellows seal element with a standard or environmentally-friendly packing box design to avoid the catastrophic consequences of bellows rupture failure. Therefore, engineers should pay attention to the stem packing leakage in order to prevent bellows failure. For wet chlorine gas and other occasions requirements are not particularly high, “rotary valve + multistage packing” can be used. Such as multistage flexible graphite packing of the full – function ultra-light control valve.
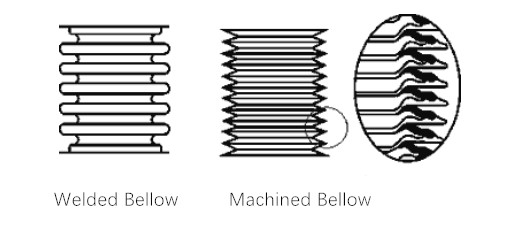
There are usually two structure types for bellows, welded and machined. The overall height bellows with welded stem is relatively low and it also has a limited service life due to its manufacturing method and internal structural defects; The bellows machined has a higher height, reliability and longer life. The pressure rating for bellows seals decreases with increasing temperature. It includes bellows seal single seat valve and bellows seal double seat valve.
When the bellow sealed valve manufacturing is completed, it must pass 100% pressure test and the test pressure is 1.5 times the design pressure; when it is used for steam, the 100% sealing test is essential and the sealing level must be higher than the level 4.
Bellows valve inspection
- Parts inspection
The inspection and test of bellows and bellows assembly shall be divided into delivery inspection and type inspection. Unless otherwise specified, the inspection conditions shall be conducted under the conditions of the ambient temperature of 5 ~ 40 ℃, the humidity of 20 % ~ 80 % and an atmospheric pressure of 86 ~ 106 kPa. Type test takes three for cycle test and then takes the minimum value to calculate the minimum cycle life. If all three test pieces are qualified, the type test of the product of this specification is qualified. One of the three items is not up to standard. If two of the three tests are unqualified, the type test is judged to be unqualified. No leakage of inspection results is considered as qualified.
- Sealing test
The bellows assembly and the valve stem were combined by welding by argon arc welding methods. The gas leakage test was conducted at 0.16mpa under standard atmospheric pressure and the ambient temperature of 20 ℃ for 3min. The test was conducted in the water tank, and the result was qualified for invisible leakage.
- The whole machine test
Before assembly, the burr should be removed and all parts and body cavities should be cleaned. After assembly, the whole valve should be inspected and tested. The test result is qualified as the whole valve, surface polishing, cleaning, polishing, painting and packaging are allowed.


Leave a Reply
Want to join the discussion?Feel free to contribute!