Wat is een modderklep?
Modderklep is een soort engelbolklep die wordt bestuurd door een hydraulische actuator en wordt gebruikt in de bodem van sedimentatietanks voor de lozing van slib en afvalwater in stadswater of rioolwaterzuiveringsinstallaties. Het medium voor modderklep is primair rioolwater van minder dan 50 ℃ en de werkdiepte is minder dan 10 meter. De modderklep is uitsluitend bedoeld voor lagedruktoepassingen en bestaat uit het kleplichaam, de actuator, de zuiger, de steel en de schijf, die ook op afstand door de magneetklep kunnen worden aangestuurd.

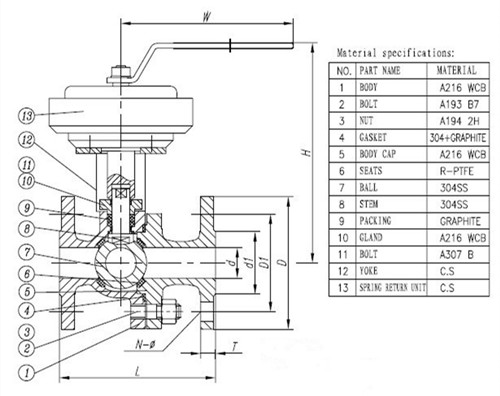
De door PERFECT CONTROL geleverde modderklep bestaat uit een gietijzeren behuizing, deksel en juk, bronzen zittingen met een veerkrachtige zitting die een luchtbeldichte afdichting vormt die niet lekt, zelfs als klein vuil de klep blokkeert. De roestvrijstalen steel is bedoeld om corrosie door jarenlang ondergedompeld gebruik te voorkomen. Modderklep kan in het algemeen worden onderverdeeld in hydraulische modderklep en pneumatische hoekmodderklep volgens de actuator. Membraanaandrijfmechanisme met dubbele kamer om de zuiger te vervangen zonder bewegingsslijtage. De hydraulische cilinderaandrijfschijf tilt het kanaal van het kleplichaam open of gesloten om vloeistof aan en uit te krijgen.
De modderklep biedt veel voordelen: Deksel met schroef kan via de handgreep worden gericht voor ondiep water; Tin-brons afdichtingsoppervlak biedt goede corrosieweerstand en betere slijtvastheid of gebruik in ondergedompelde installaties; De gietijzeren coating is corrosiebestendig en veilig voor drinkwatertoepassingen; Dankzij de hydraulische ontlastingssleuven in de plugsteel kan eventueel slib weglopen, zodat uw klep niet vastloopt.
De modderklep wordt geïnstalleerd op de plaats waar de afvoer van sediment in de pijpleiding en de afvoer van rioolwater tijdens onderhoud nodig is, dat wil zeggen het afvoer-T-stuk op de laagste positie van de pijpleiding en rakend aan de rioolwaterstroom, en de impact van Er moet rekening worden gehouden met rioolerosie op de accessoires.