The valve for air separation plant
Air separation unit is a series of equipment that converts the air into liquid by means of deep freezing through the compression cycle and then separates the inert gases such as oxygen, nitrogen and argon through the distillation process. It is widely used in metallurgy, coal chemical industry, large scale nitrogen fertilizer, gas supply and other fields. The coal chemical industry puts forward higher requirements on the system performance and processing capacity of the air separation unit.

The air separation unit mainly provides high pressure and high purity oxygen and nitrogen. Oxygen with a purity of 99.6% is used as a vaporizing agent in the coal vaporization unit to react with coal and water under high temperature and high pressure in the vaporization furnace. The resultant syngas (CO+H2) is the raw material for the production of alcohol, ether, olefin, coal-to-oil, coal-to-natural gas, hydrogen and ammonia, etc., or for IGCC. Nitrogen with different pressure levels of 99.99% purity is used as an emergency shutdown safety nitrogen plug, raw material nitrogen, inert protection gas, pneumatic conveying gas and purge gas.
The large air separation unit consists of air compression system, air pre-cooling system, molecular sieve purification system, air pressurization system, pressurized turbine expander system, distillation system and heat exchange system, of which matched valves are directly related to safety, system performance and cost. The valves commonly used in the air separation plant are oxygen globe valve, eccentric butterfly valve, ball valve and high-pressure special relief valve.
Oxygen globe valve
Oxygen pressure can be divided according to the different gasification process and gasification fuel, one is 4.5 ~ 5.2MPa (medium pressure oxygen), the other is 6.4 ~ 9.8MPa (hyperbaric oxygen). Hyperbaric oxygen pipeline general choice oxygen with cut-off valve. The valve body chooses the good flame retardant performance, the friction impact will not produce the spark copper-based alloy or the nickel base alloy, the sealing material also chooses the difficult to burn or the flame retardant. Valve cavity runner needs to be polished smooth to avoid wrinkles; Valve should be degreased and tightly packed to prevent contamination; Large diameter oxygen globe valves also need to be set with small pressure bypass valve to ensure the safety of the open valve. For DN25 ~ DN250mm, pressure PN10MPa, and temperature from -20℃ to 150℃.
Hard seated butterfly valve
The liquid nitrogen reflux system and molecular sieve purification system in the distillation column mostly use three – eccentric type butterfly valve or three stem butterfly valve which is characterized by convenient operation, without friction opened and leakage, long life. The tri-eccentric butterfly valve is widely used in the expander system of air separation equipment because of its advantages of abrasion resistance, long service life and good sealing performance. Three-stem butterfly valve is a type of cut-off valve mainly used in thermal systems, power plants, steel mills and air separation units, which is suitable for clean gas medium (such as air, nitrogen and oxygen, etc.) and impurity gas containing solid particles. For DN100 ~ DN600mm, pressure PN6-63Mpa, temperature -196℃ ~ 200℃.
High-pressure special safety valve
To ensure the safe operation of the equipment, a safety valve can be installed on the pipeline as overpressure protection device. The valve opens automatically to prevent further increase of equipment When the pressure of equipment increases beyond the allowable value. When the pressure is reduced to the specified value, timely closing the valve can protect the safe operation of the equipment. Special safety valve is the safety protection device of hyperbaric oxygen pipeline, it can discharge the excess medium which may be produced in the system, its performance directly affects the safety and reliability of the equipment. For DN40 ~ DN100mm, pressure PN10MPa, temperature -20℃ ~ 150℃, opening pressure 4 ~ 10MPa, sealing pressure 3.6 ~ 9MPa, discharge pressure 4.4 ~ 11MPa.
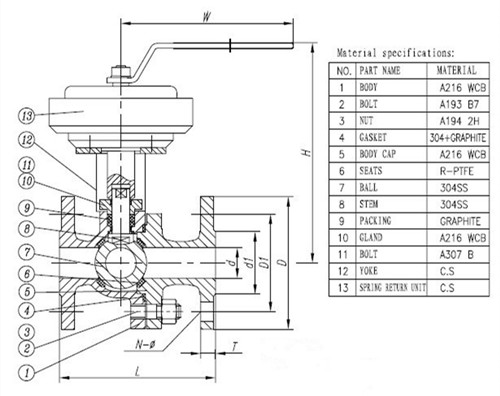
In addition to the valve type, the material is also crucial for the chemical valve. Full port trunnion mounted ball valve can also be used in the molecular sieve system. The maximum temperature of polluted nitrogen after heated by the steam molecular sieve reaches 250℃ and the bidirectional sealing rings of DN200 and DN150 ball valves are made of high-temperature carbon fiber reinforced PTFE which can withstand 250℃.