What’s explosion-proof valve?
Explosion-proof valves are used in underground coal mines or other inflammable and explosive occasions such as dust removal systems containing combustible media and can be used as pressure relief devices for explosive pipelines or equipment. General explosion-proof valves generally include two kinds of valves, one is in the possibility of explosion when the valve automatically operate to eliminate the source of the explosion, such as the safety valve installed in the boiler or dust collector in front of the flue, of which automatic release pressure, when reached a specified value to prevent the pressure, is too high or cause an explosion.
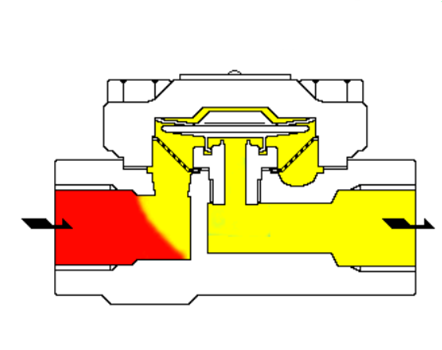
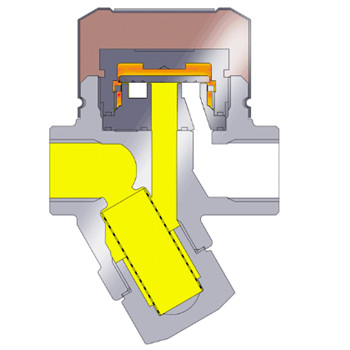
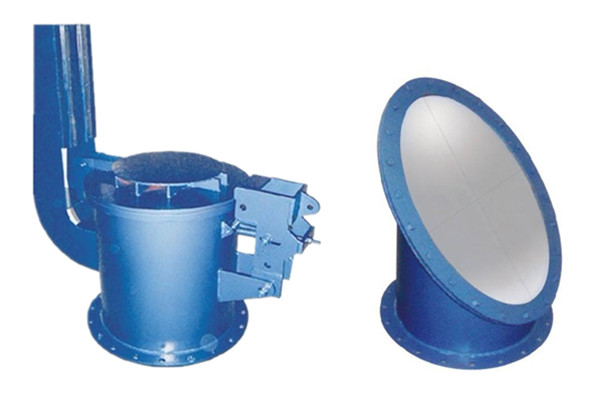
The explosion-proof valve is used in the dust removal system for containing combustible gas or combustible material and can be used as a pressure relief device for explosive pipelines or equipment. The diaphragm of the explosion-proof valve is usually calculated according to the operating pressure of the dust removal system and the content of combustible substances, generally can be divided into the installation structure can be divided into the horizontal explosion-proof valve and vertical explosion-proof valve, they are composed of steel welded barrel and explosion-proof valve, electromagnetic valve. As the name implies, the vertical explosion-proof valve is installed on the barrel vertically, while the horizontal explosion-proof valve is installed on the top of the pipeline. This explosion-proof valve is mainly used in the hydraulic system of equipment without a mechanical locking system, such as a large mechanical stage, lifting machine, elevator, automobile inspection and maintenance girder, etc.
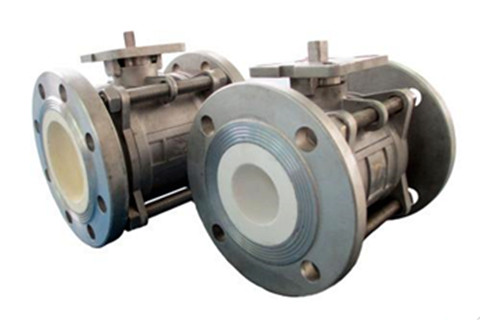
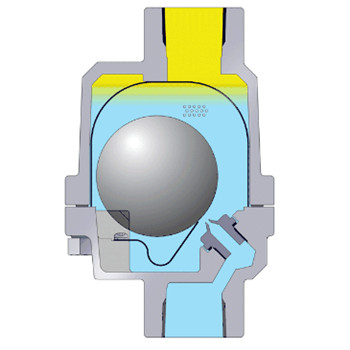
The other type of explosion-proof valve is that will not produce high heat or electric sparks when working or the valve of which actuator can meet explosion-proof standards. There are typical explosion-proof ball valves, explosion-proof gate valve, or explosion-proof butterfly valves that fitted with electric or pneumatic actuators to prevent or delay an explosion. Among them, the most commonly used electric explosion-proof ball valve, generally with fire and anti-static structure, conductive spring between the valve stem and valve body or ball to avoid static ignition ignited flammable medium. This electric explosion-proof valve can be widely used in petroleum, chemical, water treatment, papermaking, power station, heat supply, light industry and other industries.

The mark of the explosion-proof grade of valve consists of explosion-proof basic type + equipment type + gas group + temperature group. The explosion risk area is mainly based on the frequency and duration of explosives:Valve explosion-proof class:
| Explosive materials | Regional definitions | Standards |
| Gas(CLASS Ⅰ) | A place where an explosive gas mixture normally exists continuously or for a long time | Div.1 |
| Places where normally explosive gas mixtures are likely to occur | ||
| A site where explosive gas mixtures are not normally possible, or where they occur only occasionally or for short periods of time under abnormal conditions | Div.2 | |
| Dust or fiber (CLASS Ⅱ/Ⅲ) | A site where explosive dust or mixture of combustible fibers and air may occur continuously, frequently for a short time, or exist for a long time. | Div.1 |
| Explosive dust or a mixture of combustible fibers and air cannot occur, only occasionally or for a short period of time under abnormal conditions. | Div.2 |
Production processes in industries such as petroleum and chemicals may produce flammable substances, such as coal mines and chemical industry workshops. The production process of electrical instrument friction spark, mechanical wear spark, static electricity is inevitable where it is necessary to install the explosion-proof valve.