¿Qué es la trampa de vapor?
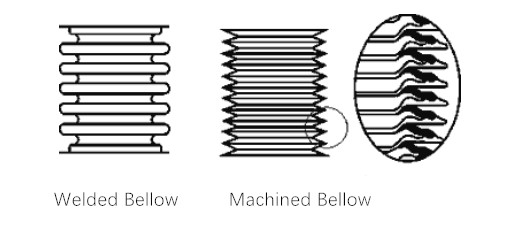
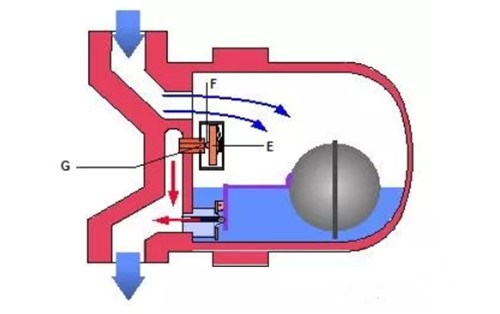
Las trampas de vapor son un tipo de válvula que descarga automáticamente condensado, aire y dióxido de carbono de los equipos de calefacción o líneas de vapor mientras minimiza las fugas de vapor. Las trampas permiten un calentamiento uniforme de los equipos o tuberías para evitar el efecto de golpe de ariete en las tuberías de vapor. Según sus mecanismos o principios de funcionamiento, los purgadores de vapor se pueden dividir en purgadores de vapor de bola flotante, purgadores de vapor termostáticos, purgadores de vapor termodinámicos, etc. Se pueden utilizar diferentes tipos de trampas para descargar la misma cantidad de condensado bajo una determinada diferencia de presión, cada trampa tiene sus propias ventajas y el rango de uso operativo más adecuado depende de su temperatura, gravedad específica y presión.
Factores al elegir una trampa de vapor
- Drenar el agua
Los desplazamientos de la trampa son el consumo de vapor por hora multiplicado por el agua máxima de condensación (2 a 3 veces el multiplicador seleccionado). Cuando el equipo de calentamiento de vapor comienza a transportar vapor, se requiere que la trampa de vapor descargue rápidamente aire y agua condensada a baja temperatura para que el equipo funcione gradualmente con normalidad. El aire, el condensado a baja temperatura y la presión de entrada más baja hacen que el funcionamiento de la trampa se sobrecargue cuando se enciende la caldera, los requisitos de la trampa son mayores que los del funcionamiento normal de desplazamiento grande, por lo que generalmente elija el agua de drenaje de acuerdo con las 2-3 veces del trampa de vapor. Esto asegura que la trampa descargue oportunamente el agua condensada y mejore la eficiencia térmica.
- Diferencial de presión de funcionamiento
La presión nominal y la presión de trabajo de la trampa de vapor difieren de diversas maneras porque la presión nominal se refiere al nivel de presión del cuerpo de la trampa de vapor, por lo que el ingeniero no puede elegir la trampa de vapor basándose en la presión nominal, sino en el diferencial de presión de trabajo. La diferencia de presión de trabajo es igual a la presión de trabajo frente a la trampa menos la contrapresión en la salida de la trampa. La contrapresión de salida es cero cuando el condensado se descarga a la atmósfera detrás de la trampa. Si el condensado descargado por la trampa se recoge en este momento, la contrapresión de salida de la trampa es igual a la resistencia de la tubería de retorno + la altura de elevación de la tubería de retorno + la presión en el segundo evaporador (tanque de retorno).
- Temperatura de trabajo
El ingeniero debe seleccionar la trampa de vapor que cumpla con los requisitos de acuerdo con la temperatura máxima del vapor. La temperatura máxima del vapor que excede la temperatura del vapor saturado correspondiente a la presión nominal se denomina vapor sobrecalentado. En este punto, la trampa de vapor bimetálica especial para vapor sobrecalentado a alta temperatura y presión puede ser una mejor opción.
La trampa de sobrecalentador ofrece dos ventajas obvias: una es que puede usarse como trampa de cabezal de sobrecalentador; el otro protege el tubo del sobrecalentador para evitar quemaduras por sobrecalentamiento al arrancar y detener el horno. Una vez iniciada o detenida, la válvula principal está en estado de cierre. Si no hay enfriamiento del flujo de vapor en el tubo del sobrecalentador, la temperatura de la pared del tubo aumentará, lo que puede provocar que el tubo del sobrecalentador se queme en casos graves. En este momento, abra la válvula de flujo para descargar vapor y proteger el sobrecalentador.
- Conexiones
El diámetro de conexión del sifón equivale al tamaño del agua de drenaje. La capacidad de la trampa de vapor con el mismo diámetro puede variar mucho. Por lo tanto, el tamaño del desplazamiento máximo y el diámetro de la tubería de condensado no se pueden utilizar para seleccionar la válvula trampa.