The ceramic valves for chlorine application
Liquid chlorine is a highly toxic and corrosive yellow-green liquid with a boiling point of -34.6 ℃ and a melting point of -103 ℃. It vaporizes into gas under normal pressure and can react with most substances. Electrolytic chlorine gas has a high temperature (85℃) and contains a large amount of water. After cooling and drying and liquefied by pressure cooling, of which process the volume is greatly reduced for storage and transportation. The liquid chlorine filling process is a production process designed for long-distance transportation, which may cause production hazards such as leakage, explosion, poisoning, etc. Besides, the working conditions of high pipeline pressure, low temperature, and negative pressure in the vacuum pumping stage, which have high requirements on the type and material of the valve.

The characteristics of chlorine require the valve not only simple structure, small volume, lightweight and the drive torque is small, easy to operate quickly, and also has good sealing and excellent corrosion resistance. Part of the liquid chlorine vaporization because the valve outlet pressure is lower than the inlet during the liquid chlorine filling process, this process absorbs heat, making the valve temperature lower than the pipe, resulting in frost formation. In addition, the valve in the harsh environment has a high replacement frequency, which is not conducive to the safety of the entire equipment operation and maintenance costs. Most of the metal sealing valve’s chlorine corrosion resistance is limited while lined PFA/PTFE valve is a good choice, but a long time running lined PFA/PTFE valve will increase torque and cause aging, the practice has proved that the ceramic ball valve in the liquid chlorine working conditions supply a good performance.
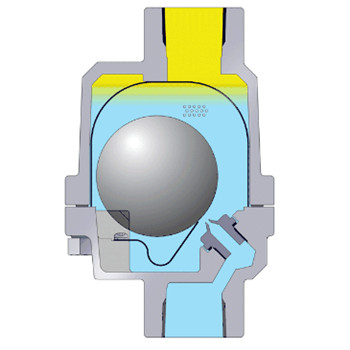
Pneumatic lined ceramic ball valve
The pneumatic ceramic ball valve consists of a limiter, solenoid valve, filter valve, ceramic ball valve and air path, etc. The roughness of the ceramic ball valve O-ball core and seat sealing surface can reach less than 0.1 m, making its sealing performance is higher than the metal ball valve, self-abrasive and small opening and closing torque. The port of lined ceramic can be completely separated from the metal part of the valve body, has been widely used corrosive and purity requirements of the medium.。
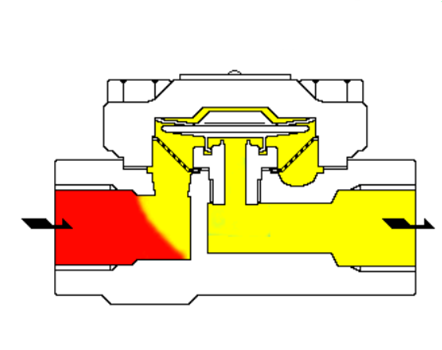
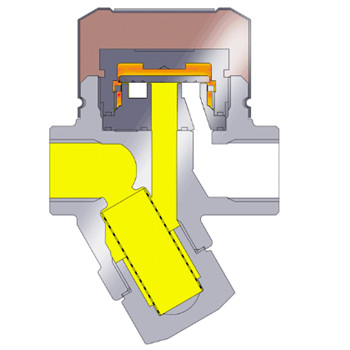
Electric V-type ceramic ball valve
The electric v-type ceramic regulating ball valve is composed of an electric actuator and a V-type ball valve. There is shear action between the v-shaped ball and the seat, and the ball still provides good sealing when the medium contains fiber or solid particles. The high-quality ceramic spool has high anti-abrasion performance, seat sealing ring can prevent the flow of direct erosion of the seat, extended seat life. The ceramic inner part can completely isolate the entire flow path, thus preventing the contact between the medium and the metal body, which can effectively prevent the corrosion of corrosive medium on the valve metal.
More information about ceramic ball valve or ceramic lined ball valve for sale, Contact us now!